

The pneumatic conveying bin pump is the core equipment of a dense phase conveying system, also known as a sending tank. It is widely used in power plants, cement plants, chemical plants, and mining for enclosed conveying of fly ash, cement, slag, lime powder, and other dry bulk materials. Compared to dilute phase systems, it offers low wear, low energy consumption, dust-free operation, and long-distance conveying — making it the mainstream solution for industrial powder conveying.



I. Core Working Principle of Pneumatic Conveying Bin Pump
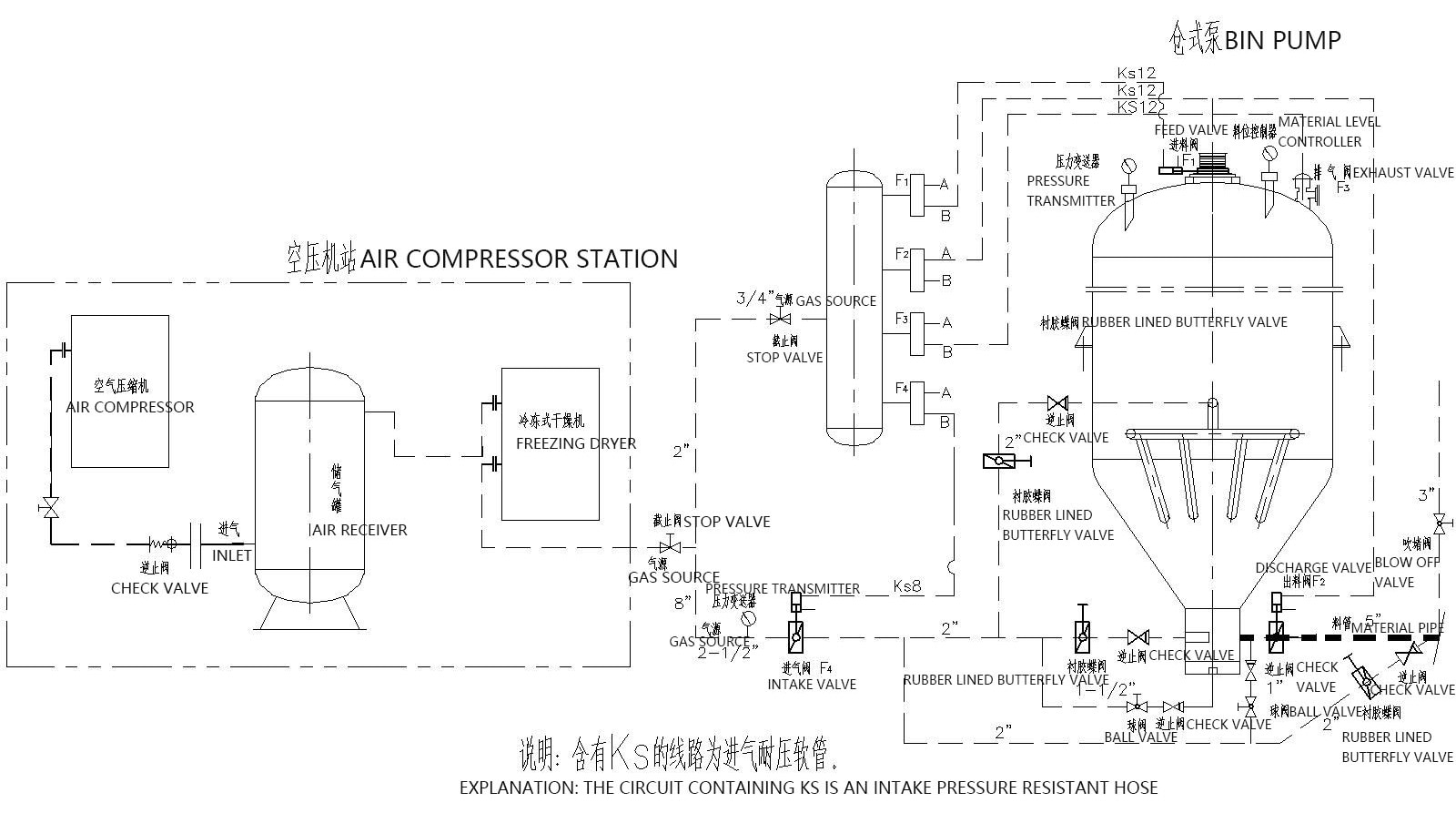
The bin pump is an intermittent dense phase pneumatic conveying device with PLC automatic control for unattended cyclic operation. The process includes four steps:
Step Action
1 Automatic feeding until tank is full, then inlet valve closes
2 Compressed air pressurizes and fluidizes the powder
3 Pressure difference pushes material through pipeline (bottom discharge design prevents clogging)
4 Tank automatically releases pressure and starts next cycle
II. Key Advantages of Bin Pump
✅ Dust-Free & Eco-Friendly – Fully enclosed, zero dust leakage, meets environmental standards
✅ Low Wear Fly Ash Bin Pump & Long Life – Dense phase low-speed conveying + wear-resistant tank, lower maintenance cost
✅ High Capacity & Energy Saving – Less air consumption, supports long-distance conveying, customizable tank volume
✅ Wide Material Compatibility – Stable for fly ash, cement, mineral powder, chemical powders; anti-clogging design

Caption:Low Wear Fly Ash Bin Pump On-site Test Operation
III. Main Applications
Power Plants – Fly ash conveying
Cement Plants – CEnergy Saving Cement Powder Bin Pump
Metallurgy & Mining – Mineral & lime powder conveying
Chemical Industry – Enclosed dry chemical powder transfer
👉 Heavy Duty Long Distance Bin Pump available for extreme conditions – higher pressure resistance & longer distance.



Summary
Environmental compliance and automation are the future of industry. Energy-efficient pneumatic conveying bin pumps are becoming the ideal replacement for outdated conveying equipment. Proper selection based on your actual operating conditions not only improves efficiency but also helps control long-term operating costs.
Have a project in mind? Contact us for a solution and quote.
leave a message
Wechat :


Whatsapp :


Home
Products
contact
